产品 新闻 我们
PLC输入输出各种回路接线的连接注意事项
输入电路是PLC接收信号的端口(对模拟量来说一般为0-40MA直流电流或0-10V直流电压信号),输入接线是指外部输入器件(任何无源的触点和集电极开路的NPN三极管)接通输入回路闭合,同时输入指示的发光二极管亮。 查看详情》
数控加工中的走刀技巧与对刀工具
数控加工中的走刀技巧与对刀工具 查看详情》
尺寸公差与几何公差的区别
“几何特性”指的是物体的形状、大小、位置关系等,“公差”则是“容许误差”。“几何公差”的特点,是不仅定义尺寸,还会定义形状、位置的容许误差。 查看详情》
为什么蜗杆传动要进行热平衡计算及冷却措施
为什么蜗杆传动要进行热平衡计算及冷却措施 查看详情》
为什么要进行刀具钝化
通过对刀具进行去毛刺,平整,抛光的处理、从而提高刀具质量和延长使用寿命。刀具在精磨之后,涂层之前的一道工序,其名称目前国内外尚不统一,有称“刃口钝化”、“刃口强化”、“刃口珩磨”、“刃口准备”等。 查看详情》
数控加工刀具如何适应数控机床高速自动化特点
作为CNC加工中心编程师傅,首先要对数控加工的过程非常熟悉,刀具和数控部件的了解必不可少。编程前,首先要对模型进行分析,如模具的加工需要使用哪些设备,应使用多大的刀进行开粗,多大的刀进行精铣加工,刀具的长度或刚度是否达标等等。这就要对刀具的性能和选择有充分的认识。 查看详情》
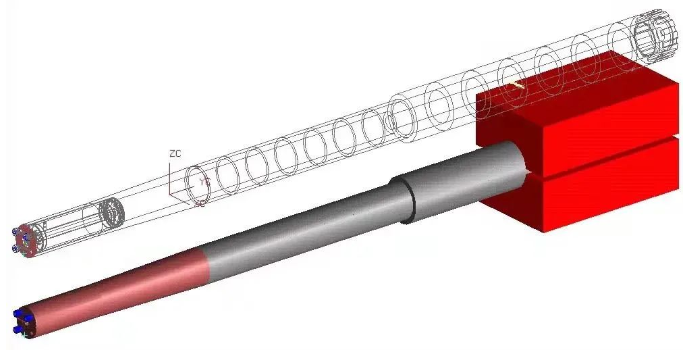
深螺纹孔铣削加工方法及在机测量测头系统的应用
深螺纹孔铣削加工方法及在机测量测头系统的应用,针对一种特殊的深螺纹孔结构,分析研究两种加工方法的优缺点,确定螺纹铣削工艺方案,设计一种适用于深螺纹孔的铣削刀具,通过试验应用及工艺优化,保证了产品质量。 查看详情》
CNC加工中心程序常用G代码解析
数控机床的可编程功能分为两类:一类用来实现刀具轨迹控制即各进给轴的运动,如直线/圆弧插补、进给控制、坐标系原点偏置及变换、尺寸单位设定、刀具偏置及补偿等,这一类功能被称为准备功能,以字母G以及两位数字组成,也被称为G代码。 查看详情》
铝材表面处理工艺介绍及图纸技术要求
表面处理:它是通过机械和化学的方法处理后,能在产品的表面上形成一层保护机体的保护层。在自然界中能达到稳定状态,增加机体的抗蚀性和增加产品的美观,从而提升产品的价值。表面处理种类的选择首先要从使用环境,使用寿命,人为欣赏的角度出发,当然经济价值也是考虑的核心所在。 查看详情》
钛合金微制造技术研究进展与微加工技术展望
钛合金具有比强度高、耐蚀性强以及生物相容性好等特点,是制造金属微结构件的理想材料。然而,钛合金导热系数低、弹性模量小且化学亲和力强,亦是典型的难加工材料。 查看详情》
减少内孔切削时刀具振动的解决途径和方法
减少内孔切削时刀具振动的解决途径和方法,分别从采用重金属刀体、应用阻尼避振、选择合适切削条件、改善刀体的夹持方式以及采用内冷技术等方面进行具体分析,提出减少内孔切削振动的解决方法。 查看详情》
刀具或磨具在工件上加工螺纹的方法
一般指用成形刀具或磨具在工件上加工螺纹的方法,主要有车削、铣削、攻丝、套丝、磨削、研磨和旋风切削等。车削、铣削和磨削螺纹时,工件每转一转,机床的传动链保证车刀、铣刀或砂轮沿工件轴向准确而均匀地移动一个导程。在攻丝或套丝时,刀具(丝锥或板牙)与工件作相对旋转运动,并由先形成的螺纹沟槽引导着刀具(或工件)作轴向移动。 查看详情》