产品 新闻 我们
汉测测量:测头与数据分析
在现代制造业中,数据的收集和分析变得愈发重要。而测头作为测量的重要环节,也在数据分析中发挥着关键作用。本文将探讨测头如何提供准确数据,并介绍汉测测量的数据分析工具。 查看详情》
汉测测量:选择测头的五大考虑因素
选择适合的测头对于确保测量准确性和工作效率至关重要。本文将介绍选择测头时需要考虑的五大因素,并展示汉测测量的产品选择优势。 查看详情》
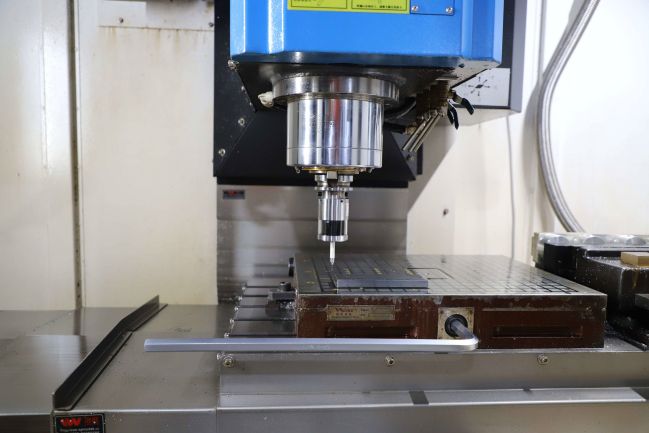
接触式对刀仪怎么对刀
接触式对刀仪是一种常见的测量设备,用于测量刀具的位置和尺寸,实现自动对刀。以下是接触式对刀仪怎么对刀的基本步骤: 查看详情》
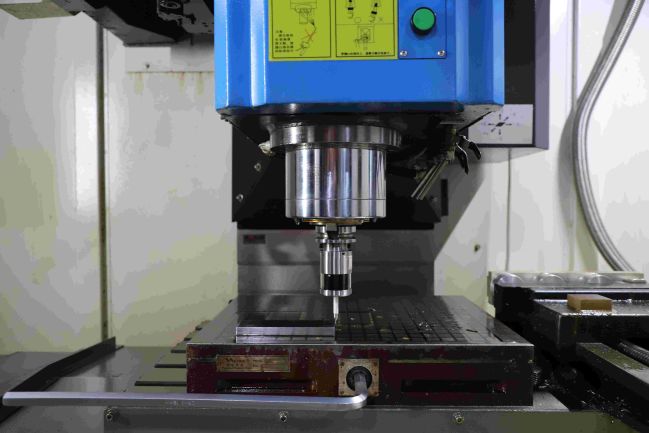
高精度对刀仪的作用
高精度对刀仪是数控加工中重要的测量设备,用于测量刀具的位置和尺寸,以实现自动对刀。 高精度对刀仪的作用主要有以下几个方面: 查看详情》
数控车床钻具螺纹
数控车床可以通过合适的刀具进行螺纹加工,其中钻具是常用的螺纹加工刀具之一。数控车床钻具螺纹的过程如下: 查看详情》
机床测量设备
机床测量设备是在数控加工中应用广泛的一类设备,用于测量工件的尺寸、位置、形状等关键参数,以确保加工精度和产品质量。机床测量设备包括各种类型的测头、探头和传感器,它们能够实时获取测量数据,并传输给数控系统,实现自动化补偿和调整。 查看详情》
企业为什么选择机床测头?
企业为什么选择机床测头?企业选择机床测头的主要原因在于它能够显著提高数控加工的精度、效率和稳定性。机床测头作为一种先进的测量设备,为企业带来了诸多优势: 查看详情》
CNC测头工作原理
CNC测头是一种常见的测量设备,用于测量工件的尺寸、位置和形状等参数。CNC测头主要通过接触式或非接触式方式进行测量,然后将测量数据传输到数控系统,实现自动补偿和调整。 查看详情》
无线机床探头:解放生产力的智能选择
无线机床探头是一种高效、智能的测量设备,它能够在机床加工过程中实现无线测量,大大提高生产效率和加工精度。以下是无线机床探头的使用方法: 查看详情》
机床对刀仪使用方法:简单易学,提高生产效率
机床对刀仪是一种在机床上用于工件对刀和刀具校准的装置,其主要功能是确保加工的精度和稳定性。正确地使用机床对刀仪不仅可以提高生产效率,还能确保产品质量。汉测测量提醒您,以下为您介绍机床对刀仪使用方法的简单使用步骤: 查看详情》
测头测量:确保精密加工的可靠保障
测头是现代制造业中必不可少的测量工具,它广泛应用于各种加工领域,为企业提供了精密加工的可靠保障。测头测量是一种非常有效的测量方法,以下是测头测量的简要介绍: 查看详情》
加工中心对刀仪使用方法图解:一图胜千言
加工中心对刀仪使用方法图解?图解步骤: 查看详情》